Proceso de zincado: ¿qué es y qué ventajas tiene?
El proceso de zincado, o electrozincado, es un proceso en el que se adhiere una capa de zinc al acero para protegerlo contra la corrosión, que es deterioro de un material cuando está en contacto con el aire y la humedad, regresando a su forma de mayor estabilidad o de menor energía interna (generalmente mineral). […]

Última modificación: 28 octubre 2023
El proceso de zincado, o electrozincado, es un proceso en el que se adhiere una capa de zinc al acero para protegerlo contra la corrosión, que es deterioro de un material cuando está en contacto con el aire y la humedad, regresando a su forma de mayor estabilidad o de menor energía interna (generalmente mineral).
Hasta aquí, la definición es la misma que la del galvanizado, sin embargo, se trata de procesos, resultados y usos diferentes. De hecho, en inglés, el electrozincado se llama, a su vez, de dos formas diferentes electrogalvanization o electroplating según el uso (son muy similares, sólo difieren en el grueso del baño de zinc).
El electrozincado es el método de recubrimiento electrolítico de acero más utilizado. Este proceso de recubrimiento garantiza una protección razonable contra la corrosión y una apariencia agradable de las piezas a un coste bajo. El recubrimiento también se usa para mejorar las propiedades de corrosión y la persistencia de la pintura.
Se lleva a cabo en frío (por eso a veces se llama -erróneamente- galvanizado en frío), la capa de zinc es mucho más fina (2-25 micras en contínuo y 2,5-10 micras en discontinuo) y se usa cuando se requiere una resistencia menor a la corrosión y una fortaleza mecánica menor, y unas mayores cualidades estéticas. Por eso se usa especialmente en aplicaciones de interior.
Consiste en aplicar zinc a la lámina de acero y decapar por electrodeposición. A diferencia de otros revestimientos de zinc, como el pintado con zinc, el proceso de zincado es continuo y el espesor del revestimiento es mínimo, e igual que el galvanizado, implica una serie de baños y enjuagados antes del baño de zinc.
El proceso de zincado frente al galvanizado
En el post anterior, citamos algunas diferencias entre el proceso de zincado y el galvanizado, que volvemos a mencionar aquí, esta vez por medio de esta tabla.
| Galvanizado | Zincado |
| Se sigue un procedimiento de limpieza riguroso (generalmente denominado proceso de 7 baños: limpieza en solución alcalina, aclarado con agua, decapado, aclarado con agua, decapado, aclarado con agua, fluxado). | Por lo general, no se sigue un procedimiento de limpieza riguroso. |
| El acero se sumerge en el baño fundido de zinc a 460ºC para lograr el revestimiento. | El acero se convierte en el cátodo de la celda electrolítica al formarse el recubrimiento mediante un proceso de galvanoplastia. |
| Produce una capa de aleación Fe-Zn en la superficie de acero y deja una capa de zinc puro en la superficie externa. La aleación es muy resistente y no se daña por abrasión. | Produce una capa de zinc (Zn) en la superficie que no es continua metalúrgicamente con el acero. |
| Vida muy larga, del orden de 20-50 años. | Vida corta, de pocos meses a pocos años. |
| Acabado opaco y por lo general no muy atractivo. | Buen acabado. |
| El espesor de recubrimiento depende de la duración de la inmersión, normalmente es de 80-100 μm. También depende de la composición y la rugosidad del acero. | El espesor de recubrimiento depende de la densidad de corriente y la temperatura del electrolito, normalmente es de 10-12 μm. |
| Con un espesor de revestimiento normal de alrededor del 40%, es más caro que el zincado. | Con espesor de capa normal más barato en comparación con el galvanizado. Sin embargo, a un espesor de recubrimiento más alto, el costo aumenta proporcionalmente y, por lo tanto, se vuelve excepcionalmente costoso. |
| Revestimiento no uniforme. | Revestimiento uniforme. |
| Es adecuado para piezas de cualquier tamaño. | Es adecuado para piezas de pequeño tamaño. |
| Se rige por los siguientes estándares:
En discontinuo: UNE EN ISO 1461 (piezas y artículos diversos) En continuo: UNE EN 10142 (chapa galvanizada para conformación en frío) |
Se rige por los estándares UNE EN 12329 (discontinuo) y PNE-Pr EN 10152 (continuo) |
El proceso de zincado está regulado por los estándares internacionales UNE EN 12329 (discontínuo) y PNE-Pr EN 10152 (continuo).
Principales ventajas del zincado
El zincado se usa especialmente en interiores y en otras aplicaciones que no requieren la durabilidad del galvanizado, porque supone:
- Una capa de zinc extremadamente delgada y uniforme
- Un aspecto estético mucho más agradable que el galvanizado, ideal para piezas y aplicaciones vistas
- Una buena pintabilidad, que potencia todavía más su durabilidad
- Un coste económico menor que el galvanizado y una buena rentabilidad
Las fases del proceso de zincado
En el proceso de zincado se aplica una capa de zinc utilizando corriente eléctrica. Para ello se utiliza un baño electrolítico de zinc con dos electrodos: un ánodo (polo positivo) y las partes de acero que se recubrirán de zinc como cátodo (polo negativo), a las que se aplica corriente.
El zinc disuelto también se incluye en el baño, y se introduce como un concentrado a través de bombas dosificadoras, agregando una sal conductora, generalmente soda cáustica (hidróxido sódico/NaOH), para aumentar la conductividad. Bajo la influencia de la corriente eléctrica, el zinc que se disuelve en el baño (Zn2+) se reduce en el cátodo, y luego se deposita gradualmente en la superficie del componente de acero (ver figura siguiente, de Azo Materials).
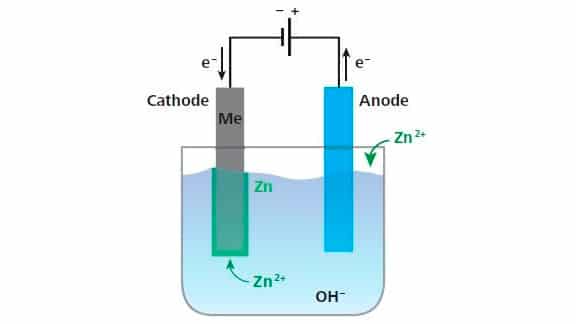
Durante el proceso de zincado, los iones de zinc presentes en el cátodo recogen electrones y posteriormente se depositan en el componente como zinc elemental:
En ese punto, el ánodo no contiene zinc, sino un material inerte. Durante el proceso de zincado, la concentración de iones de zinc se reduce en el baño de zinc y los iones de zinc se agregan nuevamente como concentrado de zinc. La calidad del recubrimiento de zinc depende de que todas las fases se ejecuten correctamente. En este contexto, los pasos del proceso aguas abajo y aguas arriba son igualmente importantes como el zincado en sí mismo en lo que concierne a la fabricación de revestimientos duraderos y de calidad.
Los componentes de acero se limpian y preparan para el proceso de recubrimiento con la ayuda de baños de decapado y desengrasado aguas arriba. Dado el proceso se realiza con un baño de zinc libre de cianuro y respetuoso con el medio ambiente, es muy importante que los componentes a revestir estén libres de impurezas, como sarro superficial y óxido. Después del recubrimiento, la capa sensible del zinc se protege y se sella adicionalmente mediante pasivación.
Como se explicaba al principio, el proceso de zincado, como el de galvanizado, incluye una serie de baños y aclarados: cuatro baños activos, así como baños de limpieza y enjuague complementarios (ver figura más abajo, de Azo Materials). Estos baños son:
- 1. Baño de desengrase en ácido (1)
- 2. Baños de enjuague (2 + 3)
- 3. Baño de decapado en ácido (4)
- 4. Baños de enjuague (5 + 6)
- 5. Baño de zinc alcalino (7)
- 6. Baños de enjuague (8 + 9)
- 7. Baño pasivante (10)
- 8. Baños de enjuague y limpieza (11 + 12)
Para obtener una excelente calidad del producto, es importante asegurarse de que la composición de los numerosos baños permanezca dentro del rango especificado. Incluso una pequeña diferencia con respecto a la ventana de proceso puede reducir significativamente la calidad y provocar un mayor número de rechazos.

Se pueden utilizar diferentes métodos de recubrimiento en función del tamaño de las partes metálicas a recubrir. Se requiere un buen flujo de corriente durante el proceso de zincado, por lo que las piezas más pequeñas se galvanizan en un barril, mientras que las piezas más grandes pueden desplazarse de baño a baño de forma automatizada en raíles.
El zincado es uno de los procesos más utilizados en el acabado de metales y también es la técnica más rentable para garantizar una protección uniforme contra la corrosión.
Usos del proceso de zincado
El proceso de zincado puede encontrarse en multitud de aplicaciones de nuestro día a día, empezando por las puertas, sistemas de rejillas de techo y componentes de construcción diversos, así como la industria de la automoción y procesado de alimentos. Encontramos chapas y tubos zincados, entre muchos otros, en:
- Industria de la automoción: partes y componentes del motor, de la transmisión, de los frenos, llantas, tanques de combustible, accesorios, etc.
- Construcción y arquitectura: puertas, ventanas, rejillas del techo y piezas y aplicaciones de interior en general que se quieran proteger contra la corrosión con una mejor apariencia estética.
- Dispositivos de fijación: tornillos, tuercas, arandelas, clavos (ojo, algunos son zincados).


